


When producing zinc alloy die castings, it is necessary to clean the die casting mold and spray release agent after each die casting in order to consistently produce and obtain zinc alloy die castings that meet the same specifications. There are several points covered in this guide about how the proper application of a release agent can help to extend the useful life of a die casting mold.
Die casting molds can benefit from a release agent spraying on their surfaces. This creates an isolation film, which prevents liquid metal from scouring against the die surface during injection molding, improves the degree of filling flow, prevent mucous membrane from forming, reduces strain, improves the surface quality of zinc alloy die-casting parts, and extends the service life of China die casting mold.
Spraying too close together and at a ratedie casting mold is too fast will cause the release agent to rebound, resulting in a loss of product. If the distance between the two points is too great, however, the fog coating will fuse together and form large droplets of water. The spraying distance should be between 100 and 200 mm in ideal conditions. In order to create a sufficiently thick isolation film, it is only necessary to spray for one and a half seconds. It is necessary to pay close attention to the areas of the mold China die casting mold cannot be sprayed, as well as the angle at which the spray is applied, due to the complex shape of the mold.
Extremely important are the points on the coatingChina die casting mold are visible. Following the test, the reasonable points should be recorded for later use in order to maintain the consistency of the product's overall quality and consistency. The temperature of the mold will change after a certain amount of time has passed between mold testing and production due to the fixation of heat transfer and cooling. This should be taken into consideration. At this point, the spraying location should be confirmed one more time, if it is still needed. The spraying point should not only remind the operator the casting position should be sprayed, but it should also remind the operator that the slag ladle and exhaust position should be sprayed, among other things. molten aluminum will raise the temperature of this part over time, resulting in flying materials or molds adhere to the surface of the workpiece. It is possible that these abnormal events will cause damage to the parting surface of the die-casting mold, which is often overlooked, especially when the die is being tested for quality assurance..
 Casting Metal: the Basicshttps://www.youtube.com/watch?v=2CIcvB72dmk&t=337s
Casting Metal: the Basicshttps://www.youtube.com/watch?v=2CIcvB72dmk&t=337s
 Part 1 - Die Casting Process: What is the die casting process?https://www.youtube.com/watch?v=bH1WlgGvOcE
Part 1 - Die Casting Process: What is the die casting process?https://www.youtube.com/watch?v=bH1WlgGvOcE
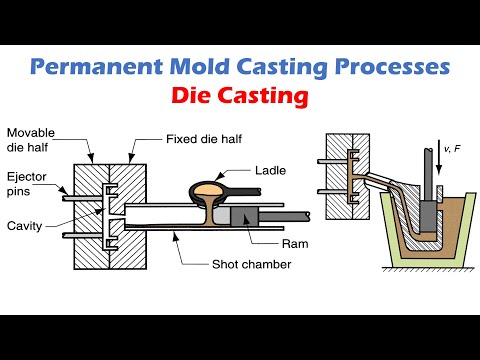 Die Casting - Permanent Mold Casting Processes.https://www.youtube.com/watch?v=ppu41tOVBHQ&t=87s
Die Casting - Permanent Mold Casting Processes.https://www.youtube.com/watch?v=ppu41tOVBHQ&t=87s
 Metal Die Casting Facilityhttps://www.youtube.com/watch?v=wKjgJT8iswM
Metal Die Casting Facilityhttps://www.youtube.com/watch?v=wKjgJT8iswM
 Pressure Die Casting Vs Gravity Die Castinghttps://www.youtube.com/watch?v=0B3BeEhCFvw
Pressure Die Casting Vs Gravity Die Castinghttps://www.youtube.com/watch?v=0B3BeEhCFvw